Vaakumgaasi kustutamise ahi Horisontaalne ühe kambriga




Mis on vaakumgaasi kustutamine?
Vaakumgaasi kustutamine on protsess, mille käigus töödeldavat detaili kuumutatakse vaakumis ja seejärel jahutatakse seda kiiresti jahutusgaasis kõrge rõhu ja suure voolukiirusega, et parandada töödeldava detaili pinna kõvadust.
Võrreldes tavalise gaasikustutusega, õlikustutusega ja soolavanniga kustutamisega on vaakum-kõrgsurve gaasikustutusel ilmsed eelised: hea pinnakvaliteet, oksüdeerumise ja karastamise puudumine; hea karastamise ühtlus ja väike tooriku deformatsioon; karastustugevuse hea juhitavus ja kontrollitav jahutuskiirus; kõrge tootlikkus, mis säästab puhastustööd pärast kustutamist; keskkonnareostuse puudumine.
Vaakumkõrgsurve gaasikustutamiseks sobivad paljud materjalid, sealhulgas peamiselt: kiirlõiketeras (näiteks lõikeriistad, metallvormid, stantsid, mõõturid, reaktiivmootorite laagrid), tööriistateras (kellaosad, kinnitusdetailid, pressid), stantsteras, laagriteras jne.
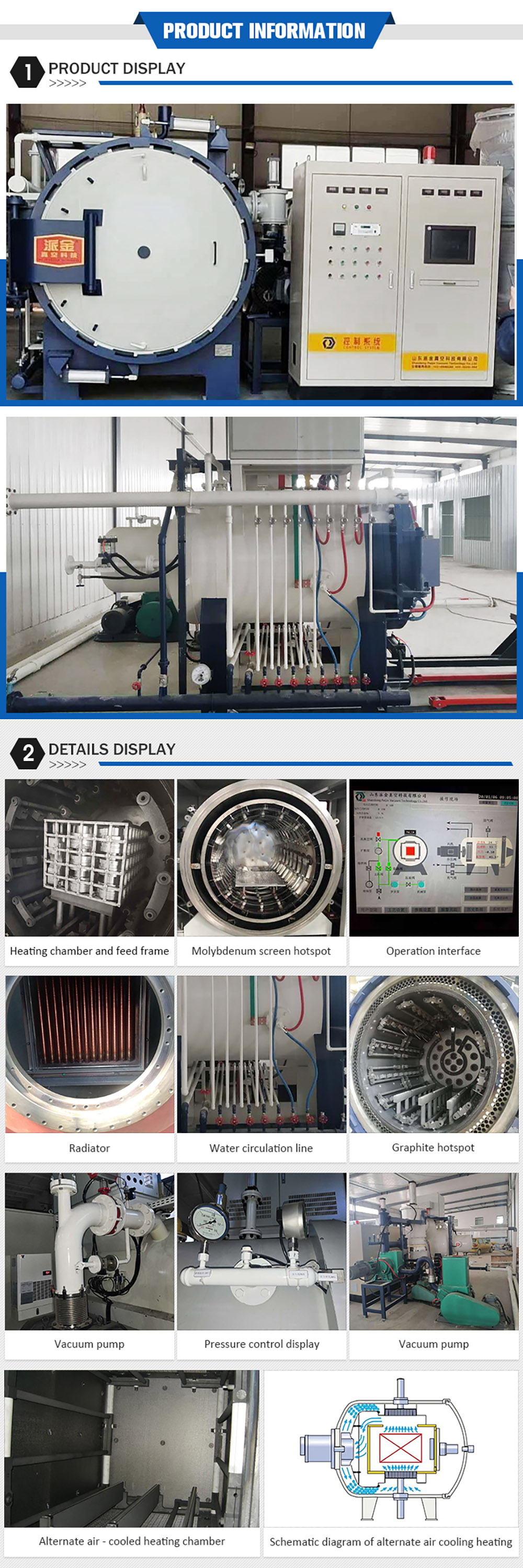
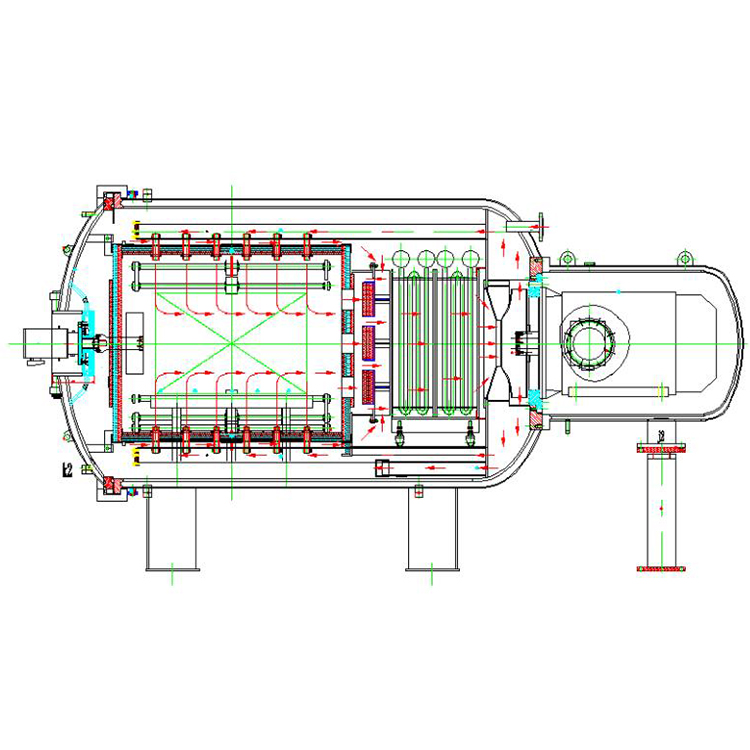
Paijini vaakumgaasi kustutamise ahi on vaakumahi, mis koosneb ahju korpusest, küttekambrist, kuumast segamisventilaatorist, vaakumsüsteemist, gaasitäitesüsteemist, vaakumi osarõhusüsteemist, elektrilisest juhtimissüsteemist, veejahutussüsteemist, gaasi kustutamise süsteemist, pneumaatilisest süsteemist, automaatsest ahju etteandekärust ja toitesüsteemist.



Taotlus
Paijini vaakumgaasi kustutamise ahisobib selliste materjalide nagu stantsteras, kiirlõiketeras, roostevaba teras jne karastustöötluseks; selliste materjalide nagu roostevaba teras, titaan ja titaanisulamid lahustöötluseks; mitmesuguste magnetiliste materjalide lõõmutus- ja karastustöötluseks; ning seda saab kasutada vaakumkõvajoodisjootmiseks ja vaakumpaagutamiseks.

Omadused
1. Suur jahutuskiirus:Tänu suure efektiivsusega kandilisele soojusvahetile suureneb selle jahutuskiirus 80%.
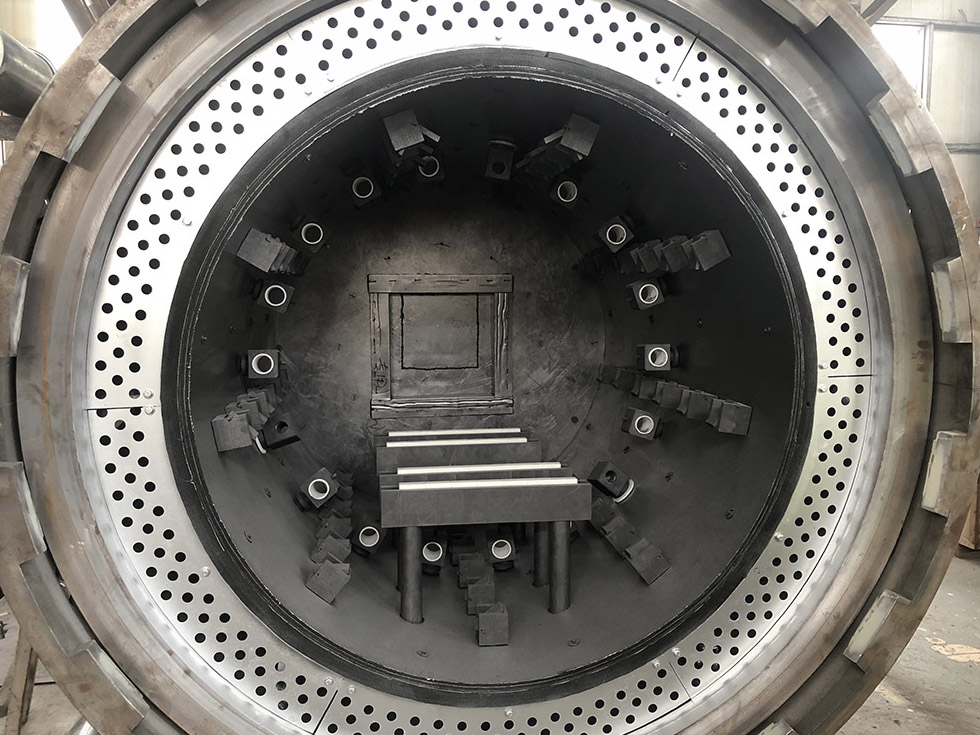
2. Hea jahutusühtlus:Õhudüüsid on ühtlaselt ja nihutatult paigutatud ümber kogu küttekambri.
3. Suur energiasääst:Selle õhupihustid sulguvad kuumutamisprotsessi ajal automaatselt, vähendades energiakulu 40%.
4. Parem temperatuuri ühtlus:selle kütteelemendid on ühtlaselt paigutatud ümber kogu küttekambri.
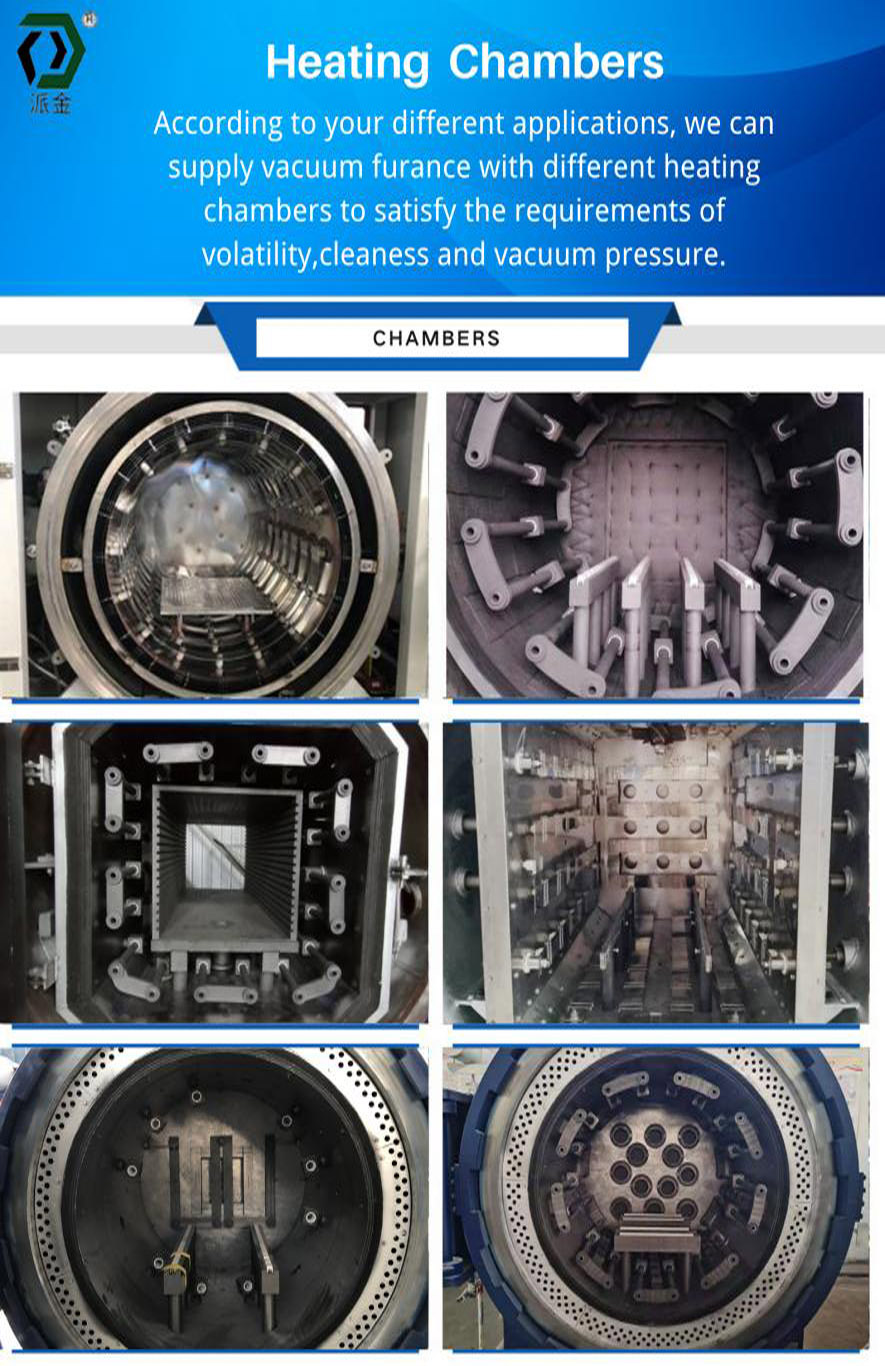
5. Sobib erinevatele protsessikeskkondadele:Selle küttekambri isolatsioonikiht on valmistatud komposiitkõvast isolatsioonikihist või metallist isolatsiooniekraanist, mis sobib erinevatesse keskkondadesse.
6. Nutikas ja lihtne protsesside programmeerimiseks, stabiilne ja usaldusväärne mehaaniline toimimine, automaatne, poolautomaatne või käsitsi häirimine ja rikete kuvamine.
7. Sagedusmuundamise juhtimisega gaasikustutusventilaator, valikuline konvektsioonõhu küte, valikuline 9-punktiline temperatuuriuuring, osarõhu kustutamine ja isotermiline kustutamine.
8. Kogu tehisintellekti juhtimissüsteemi ja täiendava käsitsi juhitava operatsioonisüsteemiga.
Standardmudeli spetsifikatsioon ja parameetrid
| Standardmudeli spetsifikatsioon ja parameetrid | |||||
| Mudel | PJ-Q557 | PJ-Q669 | PJ-Q7711 | PJ-Q8812 | PJ-Q9916 |
| Efektiivne kuuma tsooni pikkus (mm) | 500 * 500 * 700 | 600 * 600 * 900 | 700 * 700 * 1100 | 800 * 800 * 1200 | 900 * 900 * 1600 |
| Koorma kaal (kg) | 300 | 500 | 800 | 1200 | 2000. aasta |
| Maksimaalne temperatuur (℃) | 1350 | ||||
| Temperatuuri reguleerimise täpsus (℃) | ±1 | ||||
| Ahju temperatuuri ühtlus (℃) | ±5 | ||||
| Maksimaalne vaakumkraad (Pa) | 4,0 * E -1 | ||||
| Rõhu tõusu kiirus (Pa/H) | ≤ 0,5 | ||||
| Gaasi summutamise rõhk (bar) | 10 | ||||
| Ahju struktuur | Horisontaalne, ühekambriline | ||||
| Ahjuukse avamise meetod | Hinge tüüp | ||||
| Kütteelemendid | Grafiidist kütteelemendid | ||||
| Küttekamber | Graphiti kõva ja pehme vildi koostise struktuur | ||||
| Gaasi kustutamise voolu tüüp | Vertikaalne vahelduv vool | ||||
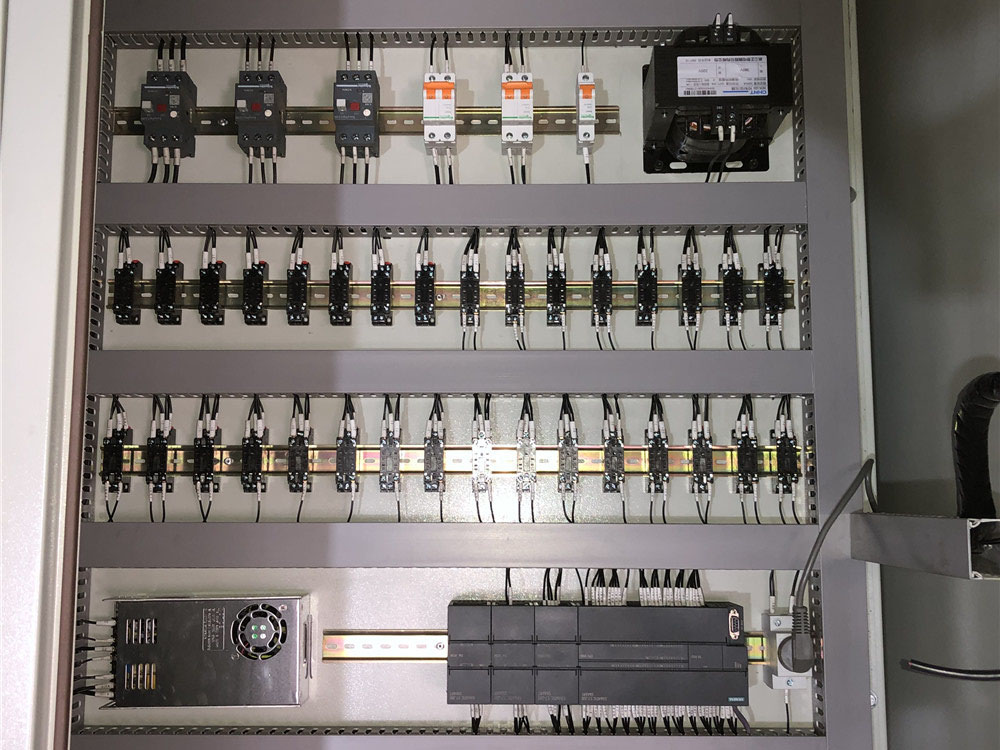
| PLC ja elektrilised elemendid | Siemens | ||||
| Temperatuuri regulaator | EUROOTHERM | ||||
| Vaakumpump | Mehaaniline pump ja juurpump | ||||
| Kohandatud valikulised vahemikud | |||||
| Maksimaalne temperatuur | 600–2800 ℃ | ||||
| Maksimaalne temperatuur kraadides | 6,7 * E-3 Pa | ||||
| Gaasi summutamise rõhk | 6–20 baari | ||||
| Ahju struktuur | Horisontaalne, vertikaalne, ühekambriline või mitmekambriline | ||||
| Ukse avamise meetod | Hingetüüp, tõstetüüp, lame tüüp | ||||
| Kütteelemendid | Grafiitkütteelemendid, Mo-kütteelemendid | ||||
| Küttekamber | Komposiitgrafiitvilt, täismetallist peegeldav ekraan | ||||
| Gaasi kustutamise voolu tüüp | Horisontaalne vahelduv gaasivool; Vertikaalne vahelduv gaasivool | ||||
| Vaakumpumbad | Mehaaniline pump ja juurpump; mehaanilised, juur- ja difusioonpumbad | ||||
| PLC ja elektrilised elemendid | Siemens; Omron; Mitsubishi; Siemens | ||||
| Temperatuuri regulaator | EUROOTHERM; SHIMADEN | ||||
Kvaliteedikontroll
Kvaliteet on toodete vaim, see on tehase valimise võtmepunkt.'tulevik. Paijin peab kvaliteeti oma igapäevatöös kõige prioriteetsemaks küsimuseks. Meie toodete hea kvaliteedi tagamiseks pöörasime suurt tähelepanu kolmele aspektile.
1. Kõige olulisem: inimene. Inimene on iga töö juures kõige olulisem. Pakume igale uuele töötajale põhjalikke koolituskursusi ja meil on hindamissüsteem, et hinnata iga töötaja taset (noorem, kesktase, kõrgem). Erineva tasemega töötajad määratakse erinevatele töökohtadele ja erineva palgaga. Selles hindamissüsteemis on'Mitte ainult oskused, vaid ka vastutuse ja veamäära määr, täidesaatev võim jne. Sel viisil on meie tehase töötajad valmis oma töös parimat tegema. Ja järgivad rangelt kvaliteedijuhtimise reegleid.
2. Parimad materjalid ja komponendid: Ostame ainult parimaid turul saadaolevaid materjale. Teame, et ühe dollari kokkuhoid materjali pealt maksaks lõppkokkuvõttes 1000 dollarit. Peamised osad, nagu elektrilised komponendid ja pumbad, on kõik kaubamärgid nagu Siemens, Omron, Eurotherm, Schneider jne. Muude Hiinas valmistatud osade jaoks valime tööstusharu parima tehase ja sõlmime nendega tootekvaliteedi garantiilepingu, et tagada iga ahjus kasutatava komponendi parima kvaliteediga toode.
3. Range kvaliteedijuhtimine: Ahju tootmisprotsessides on meil 8 kvaliteedikontrolli punkti. Igas kontrollpunktis teevad kontrolli 2 töötajat ja selle eest vastutab 1 tehasejuht. Nendes kontrollpunktides kontrollitakse ahju materjale ja komponente ning kõiki aspekte topelt, et tagada selle kvaliteet. Lõpuks, enne kui ahi tehasest lahkub, tuleks see lõplikult kuumtöötluskatsetega kontrollida.